











Description
Hypertherm Plasma Cutting Consumables
Enhance your metal cutting performance with 100% genuine Hypertherm plasma cutting consumables, engineered with advanced design technology to deliver superior precision and extended service life compared to generic alternatives in the market.Choosing genuine Hypertherm consumables not only ensures cleaner, sharper cut quality with reduced dross formation, but also plays a critical role in maintaining optimal torch performance. It helps minimize production downtime, improves process stability, and significantly reduces total operating costs in the long run.This article provides an in-depth look at the technical aspects of plasma consumables selection, along with practical guidelines for choosing the right consumables for different cutting applications. This ensures you can fully leverage Hypertherm’s proprietary technologies to achieve maximum efficiency and performance at every stage of your operation
Technologies and Consumable Options for Hypertherm Plasma Cutting Systems
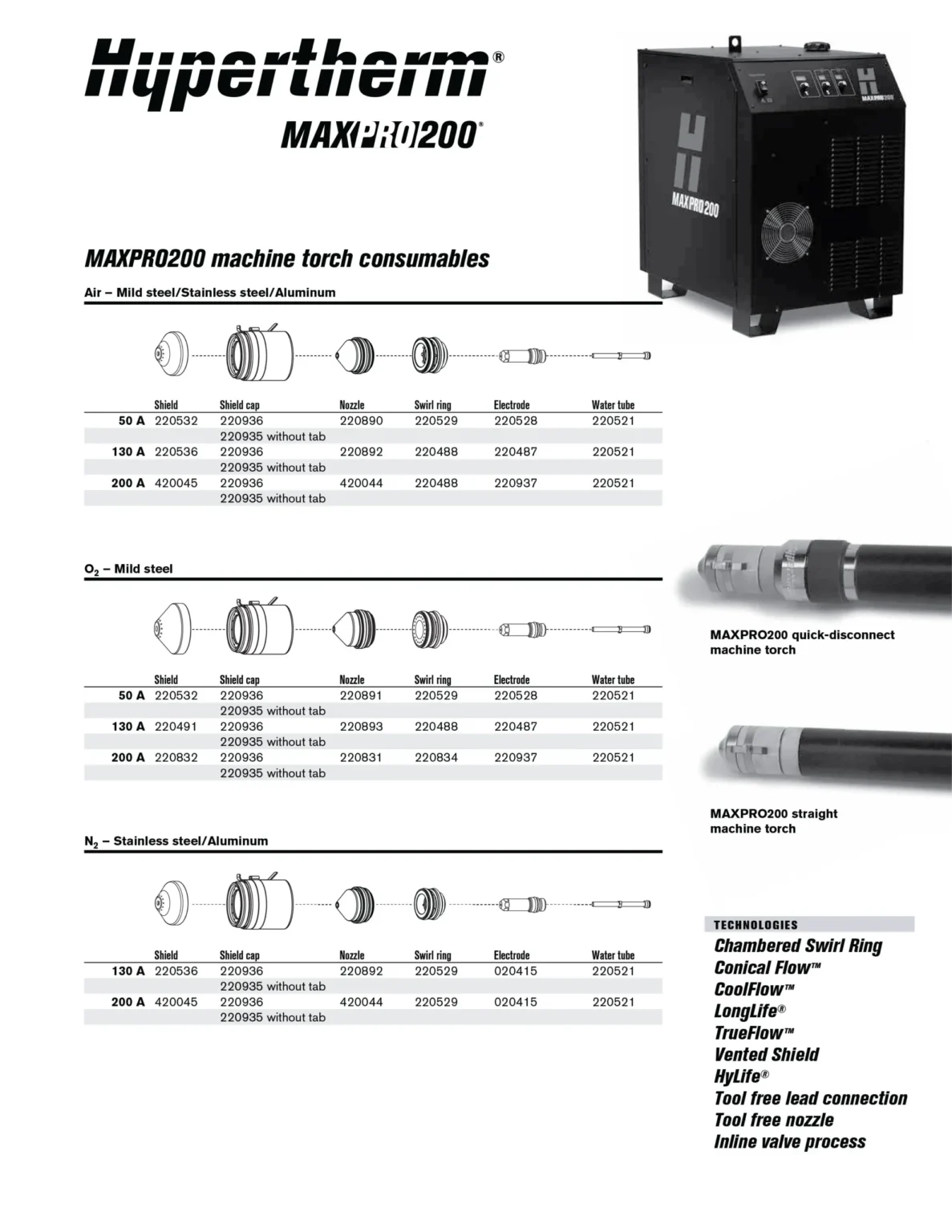
MAXPRO200: Designed for standard plasma cutting and mechanized applications.
Engineered for air and oxygen (O₂) plasma cutting systems, delivering high performance in industrial environments.
- LongLife® Technology: Extends the service life of the electrode and nozzle
- CoolFlow™ Technology: Enhances cooling efficiency at the nozzle for improved durability
- Conical Flow™ Technology: Increases arc energy density for sharper, more precise cut quality
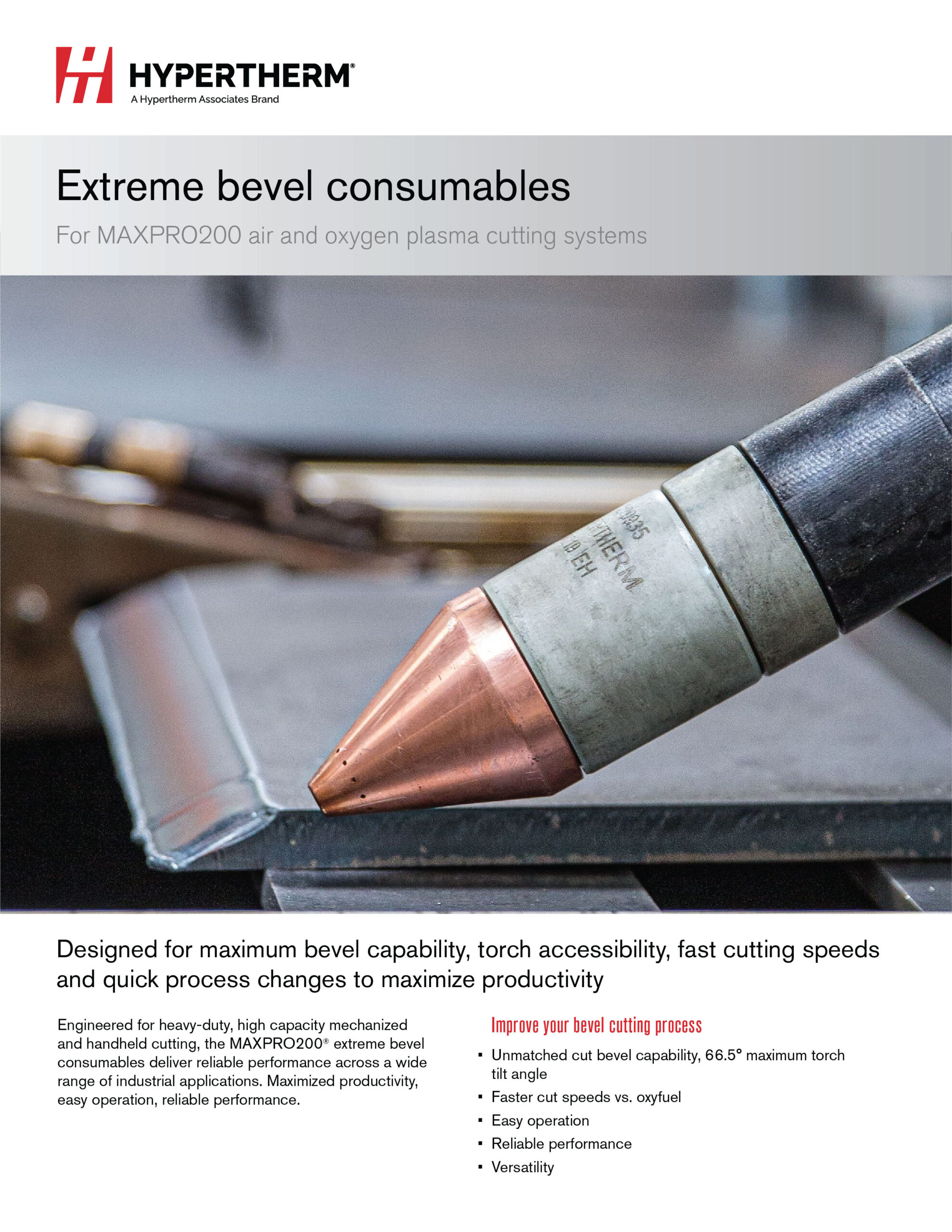
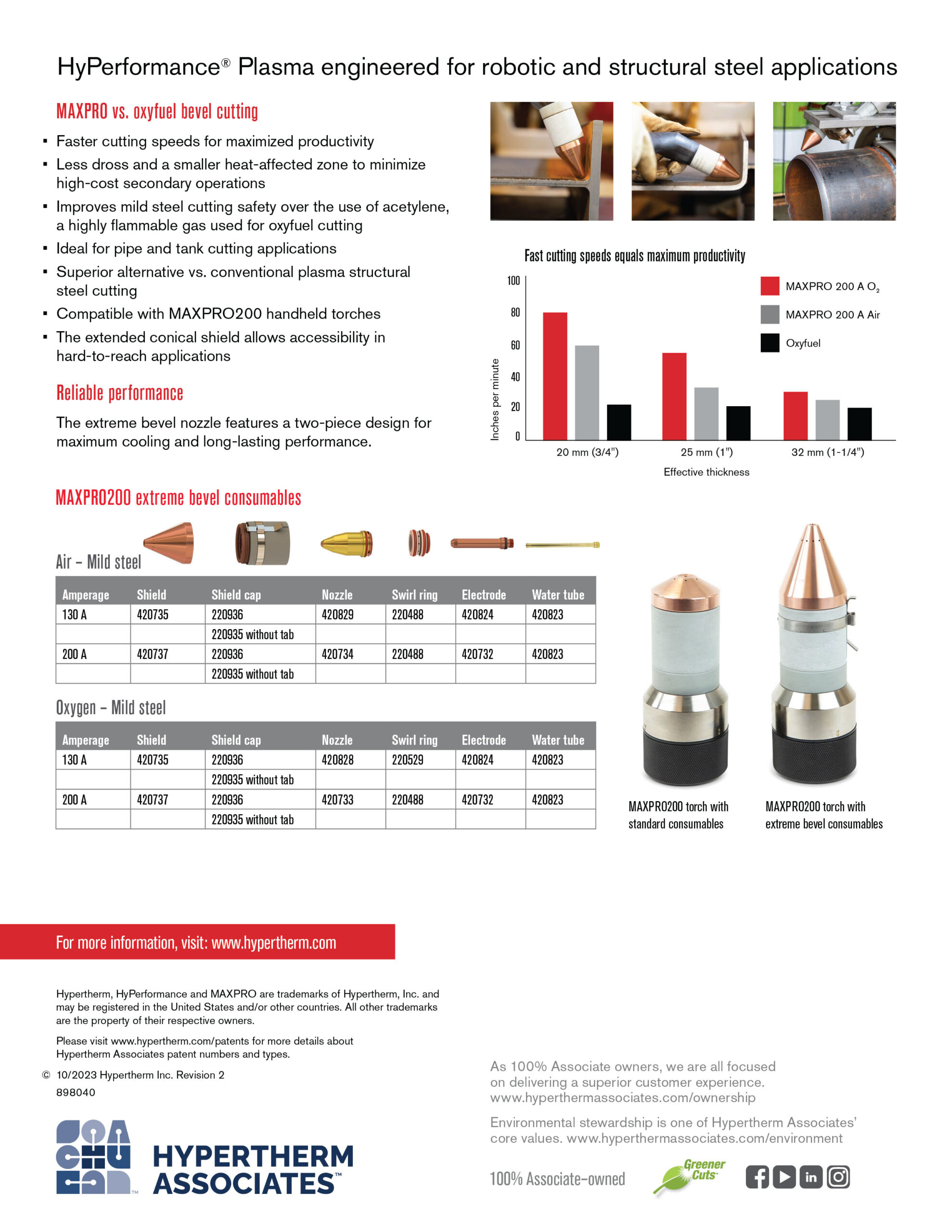
MAXPRO200 Extreme Bevel: Designed for bevel cutting applications
A specialized consumable set engineered specifically for high-precision bevel cutting.
- Engineering Capability: Supports torch bevel angles up to 66.5 degrees
- Design Feature: Two-piece nozzle design enhances cooling efficiency and extends consumable life
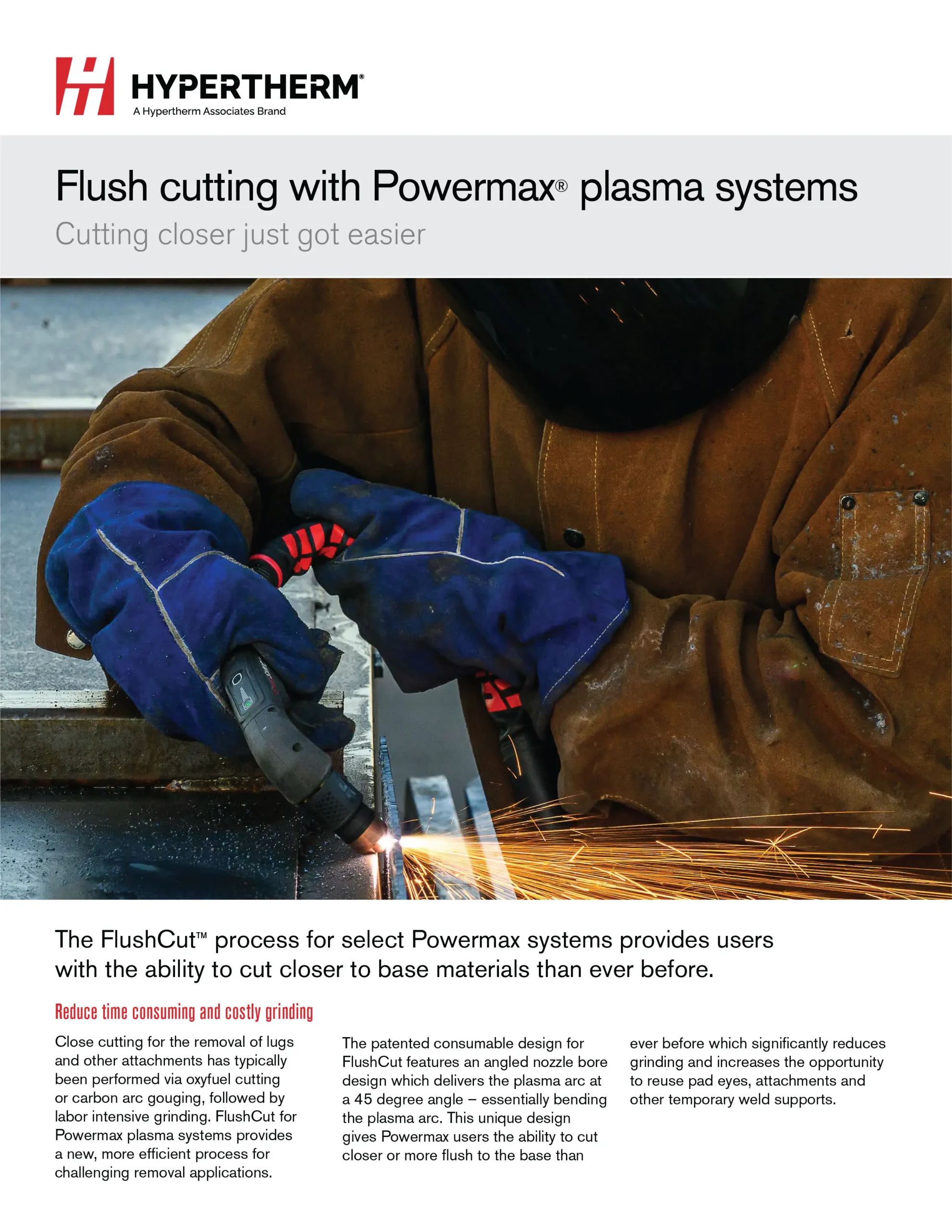
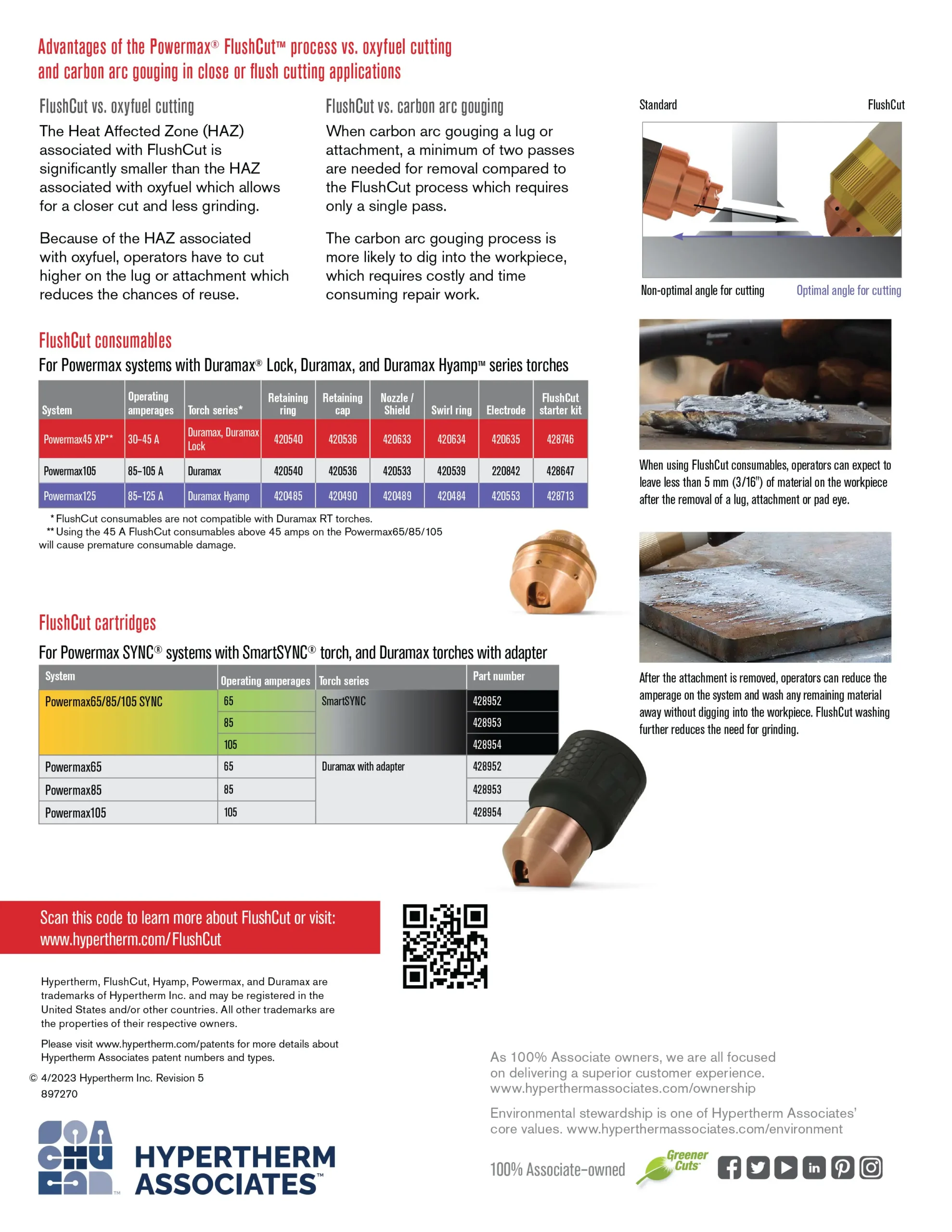
FlushCut™: Designed for flush cutting applications
An innovative solution for removing lugs or protrusions, delivering a clean surface that is level with the base material.
- Engineering Principle: The nozzle is designed with a 45-degree angled orifice, effectively “deflecting” the plasma arc to bring it as close as possible to the workpiece surface
- Advantages: Reduces post-cut grinding time and minimizes the heat-affected zone (HAZ) compared to conventional oxy-fuel cutting
How to Select the Right Hypertherm Plasma Cutting Consumables
Selecting the appropriate Hypertherm plasma consumables depends on three key factors:
Selecting the appropriate Hypertherm plasma consumables depends on three key factors:
1. System and Torch Type
Identify your cutting system and torch configuration:
- Determine whether you are using a Powermax system (e.g., 45XP, 105, 125) or MAXPRO200
- Specify the torch type: handheld or mechanized (machine-mounted)
2. Amperage and Material
Choose consumables based on cutting current and material type:
- 50A: Suitable for thin material cutting
- 130A – 200A: Ideal for thick materials requiring high cutting speed
- Select the appropriate gas for the material:
- O₂ (Oxygen) for mild steel
- N₂ (Nitrogen) for stainless steel and aluminum
3. Cutting Application
Match the consumables to the cutting process:
- Standard cutting: Use standard consumables
- Bevel cutting: Use Extreme Bevel consumables
- Flush cutting: Use FlushCut™ consumables
Maintenance and Service Life of Hypertherm Consumables
To maximize the service life of Hypertherm plasma cutting consumables, the following best practices should be followed:
- Inspect electrode and nozzle regularly:
Replace consumables immediately if the electrode pit depth exceeds limits or if the nozzle orifice becomes distorted, to prevent torch damage. - Use proper lubrication:
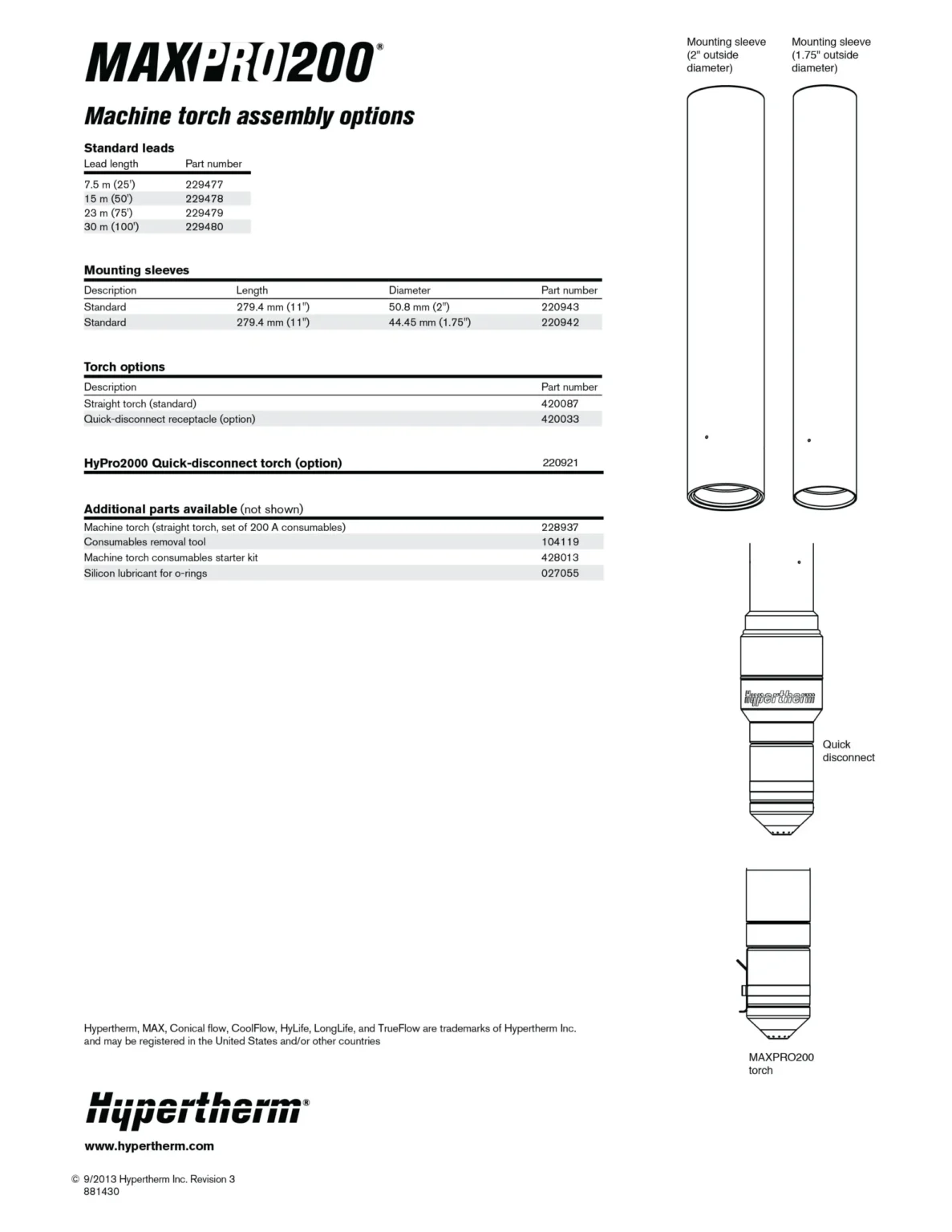
Apply silicone lubricant (Part No. 027055) to the O-ring to prevent leakage and drying. - Maintain clean and dry air supply:
Ensure the cutting air is clean and moisture-free to avoid internal torch misfiring or arc instability. - Avoid exceeding rated amperage:
For example, using FlushCut™ consumables rated at 45A beyond capacity can lead to premature wear and damage.
- Description
-

Hypertherm Plasma Cutting Consumables
Enhance your metal cutting performance with 100% genuine Hypertherm plasma cutting consumables, engineered with advanced design technology to deliver superior precision and extended service life compared to generic alternatives in the market.Choosing genuine Hypertherm consumables not only ensures cleaner, sharper cut quality with reduced dross formation, but also plays a critical role in maintaining optimal torch performance. It helps minimize production downtime, improves process stability, and significantly reduces total operating costs in the long run.This article provides an in-depth look at the technical aspects of plasma consumables selection, along with practical guidelines for choosing the right consumables for different cutting applications. This ensures you can fully leverage Hypertherm’s proprietary technologies to achieve maximum efficiency and performance at every stage of your operation
Technologies and Consumable Options for Hypertherm Plasma Cutting Systems
MAXPRO200: Designed for standard plasma cutting and mechanized applications.
Engineered for air and oxygen (O₂) plasma cutting systems, delivering high performance in industrial environments.
- LongLife® Technology: Extends the service life of the electrode and nozzle
- CoolFlow™ Technology: Enhances cooling efficiency at the nozzle for improved durability
- Conical Flow™ Technology: Increases arc energy density for sharper, more precise cut quality

MAXPRO200 Extreme Bevel: Designed for bevel cutting applications
A specialized consumable set engineered specifically for high-precision bevel cutting.
- Engineering Capability: Supports torch bevel angles up to 66.5 degrees
- Design Feature: Two-piece nozzle design enhances cooling efficiency and extends consumable life

FlushCut™: Designed for flush cutting applications
An innovative solution for removing lugs or protrusions, delivering a clean surface that is level with the base material.
- Engineering Principle: The nozzle is designed with a 45-degree angled orifice, effectively “deflecting” the plasma arc to bring it as close as possible to the workpiece surface
- Advantages: Reduces post-cut grinding time and minimizes the heat-affected zone (HAZ) compared to conventional oxy-fuel cutting
How to Select the Right Hypertherm Plasma Cutting Consumables
Selecting the appropriate Hypertherm plasma consumables depends on three key factors:
Selecting the appropriate Hypertherm plasma consumables depends on three key factors:
1. System and Torch Type
Identify your cutting system and torch configuration:
- Determine whether you are using a Powermax system (e.g., 45XP, 105, 125) or MAXPRO200
- Specify the torch type: handheld or mechanized (machine-mounted)
2. Amperage and Material
Choose consumables based on cutting current and material type:
- 50A: Suitable for thin material cutting
- 130A – 200A: Ideal for thick materials requiring high cutting speed
- Select the appropriate gas for the material:
- O₂ (Oxygen) for mild steel
- N₂ (Nitrogen) for stainless steel and aluminum
3. Cutting Application
Match the consumables to the cutting process:
- Standard cutting: Use standard consumables
- Bevel cutting: Use Extreme Bevel consumables
- Flush cutting: Use FlushCut™ consumables
Maintenance and Service Life of Hypertherm Consumables
To maximize the service life of Hypertherm plasma cutting consumables, the following best practices should be followed:
- Inspect electrode and nozzle regularly:
Replace consumables immediately if the electrode pit depth exceeds limits or if the nozzle orifice becomes distorted, to prevent torch damage. - Use proper lubrication:
Apply silicone lubricant (Part No. 027055) to the O-ring to prevent leakage and drying. - Maintain clean and dry air supply:
Ensure the cutting air is clean and moisture-free to avoid internal torch misfiring or arc instability. - Avoid exceeding rated amperage:
For example, using FlushCut™ consumables rated at 45A beyond capacity can lead to premature wear and damage.
- Gallery
-
- Video
-




